Mitkä ovat muovin injektiomuovan prosessi, levitys ja edut?
Prosessivirtaus
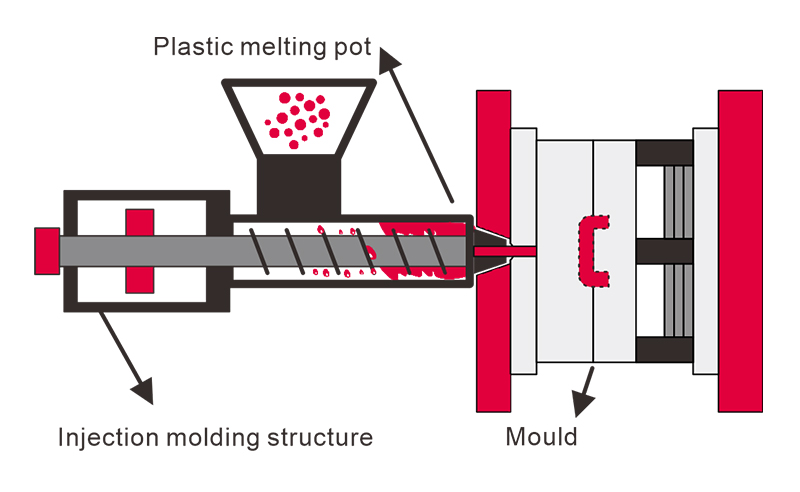
Muovinen ruiskutusProsessi koostuu seitsemästä vaiheesta: kuivaus, sulaminen, korkeapaineinen injektio, painepidon ja kutistumisen kompensointi, jäähdytys ja asetus, muotin avaaminen ja poisto sekä jälkikäsittelyn laadun tarkastus.
Muoviset raaka -ainepelletit on kuivutettava. Materiaalit, kuten nylon, on kuivattu 80-130 ° C: ssa 4-8 tunnin ajan kuplien estämiseksi.
Muoviset raaka -aineet lämmitetään ja sulaa tynnyrissä. Lämpötila vaihtelee eri materiaaleille: PP: 160-175 ° C, PC: 270-300 ° C. Tynnyrin ruuvi pyörii yhdenmukaisen virtauksen varmistamiseksi.

Muovinen sula injektoidaan suljettuun muotin onteloon 70-150 MPa muotin täyttämiseksi.
Koneen paineen ylläpitäminen jäähdytyksen kutistumisen kompensoimiseksi vaatii pitoajan tarkan hallinnan pesuallasmerkkien estämiseksi.
Jäähdytys ja asetus vievät 70-80% koko injektiomuovausjaksosta. Muotin lämpötilaa säädetään välillä 40 - 120 ° C, jotta varmistetaanmuoviset osatViileä tasaisesti ja älä vääntyä.
Mekaaninen ejektori tai robottivarsi poistaa tuotteen pintavaurioiden välttämiseksi.
Työntekijät poistavat ylimääräisiä muovikappaleita ja tarkistavat, kuinka hyvin muovituotteet toimivat ja sopivat yhteen.
Sovellukset
Muoviset injektioosatkäytetään eri toimialoilla.
Päivittäiset tarpeet: Tämä injektiomuovausprosessi on nopea ja kustannustehokas. Esimerkkejä ovat astiat, säilytyslaatikot ja lelut.
Autojen osat: Kompleksin muotoiset tuotteet sisältävät instrumenttipaneelit, ajovalojen kannet ja tuuletuskanavat.
Elektroninen ja sähköinen:InjektiomuovausTarkkuudella ± 0,1 mm sisältää tuotteita, kuten matkapuhelinkoteloita, näppäimistönäppäimiä ja liittimiä.
Lääketieteelliset laitteet: Steriiliyttä vaativat tuotteet sisältävät ruiskutehtävät ja kirurgiset instrumenttikomponentit.
Teollisuus: Korkeasti luja muovituotteita ovat vaihteet, putket ja venttiilit.

Edut
- Semuovinen muoviProsessia voidaan käyttää materiaaleissa, mukaan lukien PP, ABS, PC, PA, PE ja PLA.
- Tarjoamme PP -kertakäyttöisiä astiat, PLA -puhelinkotelot jaTPR Spiky Balls.
- Huaner voi tehdä monimutkaisia osia kierteillä ja räätälöityjen reikien kanssa. Se voi täyttää kaikki asiakasvaatimukset.
- Muovisen raaka -aineiden käyttöaste on yli 95%ja juoksijamateriaali on kierrätettävää.
- SeMukautettu injektiomuovausProsessi voi tuottaa jokaisen kappaleen vain muutamassa sekunnissa.
- Mittatoleranssimme täyttävät GB14486-2008-standardin.